







| Article number: | 751635265417 |
| Availability: | In stock (2) |
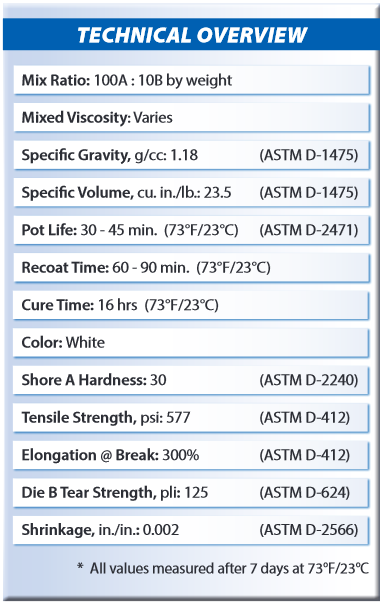
Mold Max™ STROKE is a brushable tin silicone rubber that self-thickens for making fast brush-on molds of almost any model. Properly applied, it will hold a vertical surface and will reproduce the finest detail. Mixed 100A:10B by weight, rubber quickly develops thixotropy and can be applied with a brush or spatula. Working time is 30 - 45 minutes with a re-coat time of 60 - 90 minutes depending on relative humidity. Cure time after the final layer has been applied is 16 hours at room temperature.
Mold Max™ STROKE silicone will not stick to most surfaces and will cure with negligible shrinkage to a strong, flexible Shore 30A rubber. 4 thin layers is all that is necessary to make a strong and durable production mold for casting wax, gypsum, concrete or resins (urethane, polyester, etc.). Applications include reproducing sculpture, architectural restoration, candle molds, etc.
Features
Instructions
Important: you must weigh Part A & B components using a gram scale to be successful with Mold Max™ STROKE™.
Because no two applications are quite the same, a small test application to determine suitability for your project is recommended if performance of this material is in question.
Safety – Use in a properly ventilated area (“room size” ventilation). Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk. Wear vinyl gloves only. Latex gloves will inhibit the cure of the rubber.
Store and use material at room temperature (73°F/23°C). Storing material at warmer temperatures will also reduce the usable shelf life of unused material. These products have a limited shelf life and should be used as soon as possible.
Applying a Sealer / Release Agent - Mold Max™ rubber may be inhibited by sulfur based clays resulting in tackiness at the pattern interface or a total lack of cure throughout the mold. If compatibility between the rubber and the surface is a concern, a small-scale test is recommended. Apply a small amount of rubber onto a non-critical area of the pattern. Inhibition has occurred if the rubber is uncured after the recommended cure time has passed. To prevent inhibition, a “barrier coat” of clear acrylic lacquer sprayed directly onto the pattern is usually effective. Allow to thoroughly dry. Although not usually necessary, a release agent will make demolding easier when brushing into or over most surfaces. Ease Release™ 200 is a proven release agent for making molds with silicone rubber and for releasing new silicone from cured silicone. Mann Ease Release™ products are available from Smooth-On or your Smooth-On distributor.
You will need two containers: The first will be used for measuring out Part A and Part B. The second should be large enough to contain amounts of both components and allow thorough mixing. Part A is Mold Max™ 30 Part A. Before you begin, shake or pre-mix Part B thoroughly. After dispensing required amounts of Parts A and B into mixing container by weight (you must use an accurate gram scale), mix thoroughly for 3 minutes making sure that you scrape the sides and bottom of the mixing container several times.
Applying The Rubber – This product must be applied in layers. Mold makers generally find that four thin layers (minimum 3/8” thickness) is suitable for a strong, working mold. Using a stiff brush, the first coat of rubber should be applied in a very thin layer to capture intricate detail. Use dabbing strokes, especially around undercuts, to reduce entrapped air. Subsequent coats will add strength to the mold. Let the first coat dry for 45 minutes at room temperature until it becomes “tacky” before adding the next coat. “Tacky” is defined as sticky to the touch, but does not come off onto your gloved finger. Once “tacky,” you are ready to apply the next layer. Keep applying layers until desired mold thickness is achieved. Note: Although not necessary, adding a small amount of Silc-Pig™ silicone pigment to every other mix of rubber will help you distinguish one layer from the next. It ensures that you apply a thorough coating each time and help build uniform layers.
Option: Add Thi-Vex™ thickener for greater thixotropy – adding a small amount of Thi-Vex™ will thicken the rubber for filling deep undercuts and detail. The amount to add is 1% of the total volume of your mix will increase thixotropy substantially.
Option: Add Silicone Thinner™ to your initial mix to lower the viscosity of your “print coat”. It is not recommended to exceed 10% by weight of total system (A+B). See the Silicone Thinner™ technical bulletin (available from Smooth-On or your Smooth-On distributor) for full details.
Apply A Support Shell – Once the mold is fully cured, a rigid support shell (mother mold) is necessary to support the rubber mold during casting. Plasti-Paste™ is a trowelable plastic is ideal as a mother mold material.
Curing – Allow the mold to cure at least 16 hours at room temperature (73°F/23°C). Do not cure rubber where temperature is less than 65°F/18°C. Post curing the mold an additional 4 hours at 150°F (65°C) will eliminate any residual moisture and alcohol that is a by-product of the condensation reaction that can inhibit the cure of some resins and rubbers. Allow mold to cool to room temperature before using.
Casting – You can cast low temperature melt metal alloys, gypsum, wax, concrete, Smooth-On liquid plastics, epoxies etc. This product will inhibit the cure of platinum cure silicone rubbers.
Using The Mold – Although not necessary, applying a release agent before casting most materials facilitates demolding and will lengthen the production life of your mold. The type of release agent to use depends on the material being cast. Ease Release™ 200 or 205 is recommended for casting resins. In & Out™ II works well for releasing concrete. Both are available from Smooth-On or your local distributor. Because no two applications are quite the same, a small test application to determine suitability for your project is recommended if performance of this material is in question.
Mold Performance & Storage – Fully cured molds are tough, durable and will perform if properly used and stored. The physical life of the mold depends on how you use it (materials cast, frequency, etc.). Casting abrasive materials such as concrete will erode mold detail, while casting non-abrasive materials (wax) will not affect mold detail. Using the right release agent is essential in all cases. Contact Smooth-On to discuss your particular application. Before storing, the mold should be cleaned with a soap solution and wiped fully dry. Two part (or more) molds should be assembled. Storing the mold with a casting in it will maintain dimensional stability. Molds should be stored on a level surface in a cool, dry environment.






