
Smooth-On
FMC 200 5 Gallon Kit
FMC 200 5 Gallon Kit
Out of stock
Couldn't load pickup availability
PLEASE CALL US TO ORDER
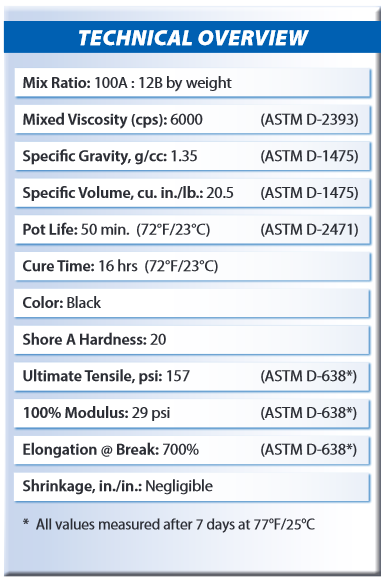
FMC™-200 is a polysulfide rubber mold compound with high tear strength that cures overnight with negligible shrinkage. Molds made of FMC™-200 are very durable and will perform in production. The mix ratio is 100 parts of Part A to 12 parts of Part B by weight. FMC™-200 cures to a Shore hardness of 20 A.
FMC™-200 is ideal for those applications that require capturing intricate detail from a variety of model surfaces. Unlike polyurethanes, FMC™-200 is not sensitive to moisture and can be poured directly over wet plaster or water/sulfur based clays. Common applications include molds for foundry and pattern work, sculpture (lost wax process), casting various gypsum products and waxes.
Instructions
Some Materials Must Be Sealed - To prevent adhesion between the rubber and model surface, models made of porous materials (gypsum plasters, concrete, wood, stone, etc.) must be sealed prior to applying a release agent. SuperSeal™ (available from Smooth-On) will seal porous surfaces like gypsum or wood and have minimal effect on surface detail and texture. Sulfur-free and non-water based clays require release agent only. Thermoplastics (polystyrene) must also be sealed with shellac or PVA. In all cases, the sealing agent should be applied and allowed to completely dry prior to applying a release agent. This product has a limited shelf life and should be used as soon as possible.
Because no two applications are quite the same, a small test application to determine suitability for your project is recommended if performance of this material is in question.
Applying A Release Agent - A release agent is necessary to facilitate demolding when casting into or over most surfaces. Use a release agent made specifically for mold making (such as Universal™ Mold Release - available from Smooth-On). A liberal coat of release agent should be applied onto all surfaces that will contact the rubber.
IMPORTANT: To ensure thorough coverage, lightly brush the release agent with a soft brush over all surfaces of the model. Follow with a light mist coating and let the release agent dry for 30 minutes. If there is any question about the effectiveness of a sealer/release agent combination, a small scale test should be made on an identical surface for trial.
MEASURING AND MIXING - YOU MUST STIR PARTS A AND B THOROUGHLY BEFORE YOU BEGIN. Materials should be stored and used in a warm environment (72°F / 22°C). This product has a limited shelf life and should be used as soon as possible. Mixing should be done in a well ventilated area. Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk. After mixing Part B, pour the desired amount (as measured by weight) into a clean container. Add the appropriate amount of Part A by weight.
After dispensing required amount of Parts A and B into mixing container, mix thoroughly for 3 minutes making sure that you scrape the sides and bottom of the mixing container several times. Although this product is formulated to minimize air bubbles in your cured mold, vacuum degassing will further reduce entrapped air. Pour as soon as possible after mixing to obtain lowest viscosity and best flow
For best results, pour your mixture in a single spot at the lowest point of the containment field. Let the rubber seek its level up and over the model. A uniform flow will help minimize entrapped air. The liquid rubber should level off at least 1/2” (1.3 cm) over the highest point of the model surface.
Curing - Allow the mold to cure overnight (at least 16 hours) at room temperature (77 F/25 C) before demolding. The mold will cure faster at higher temperatures and will cure slower at lower temperatures. Do not cure rubber where temperature is less than 65 F /18 C.
Using The Mold - A release agent should be applied to the mold before each casting. The type of release agent to use depends on the material being cast. The proper release agent for wax, liquid rubber or thermosetting materials (Smooth-On liquid plastics) is a spray release made specifically for mold making (Universal™ Mold Release). Be sure to follow directions for proper application of release agent. Prior to casting gypsum plasters, sponge the mold with a soap solution for better plaster flow and easy release. Especially for releasing concrete, Smooth-On makes an economical water based release concentrate called “IN & OUT™ II”. For releasing Polyester, a barrier coat followed by a release agent is required. Permalease™ SMC (barrier coat) followed by Permalease™ 600 release agent will yield multiple castings and prevent rapid deterioration of the mold. Permalease™ products are available from Smooth-On.
Mold Performance & Storage - Fully cured molds made are tough, durable and will perform if properly used and stored. The physical life of the mold depends on how you use it (materials cast, frequency, etc.). Casting abrasive materials such as concrete will eventually erode mold detail, while casting non-abrasive materials (wax) will not affect mold detail. Before storing, the mold should be cleaned with a soap solution and wiped fully dry. Two part (or more) molds should be assembled. Molds should be stored on a level surface in a cool, dry environment. Do not stack molds, expose them to moisture or UV light.

 Leave a Review on Google
Leave a Review on Google
- Choosing a selection results in a full page refresh.
- Opens in a new window.