

Smooth-On
Rebound™ Series
Rebound™ Series
11 in stock
Couldn't load pickup availability
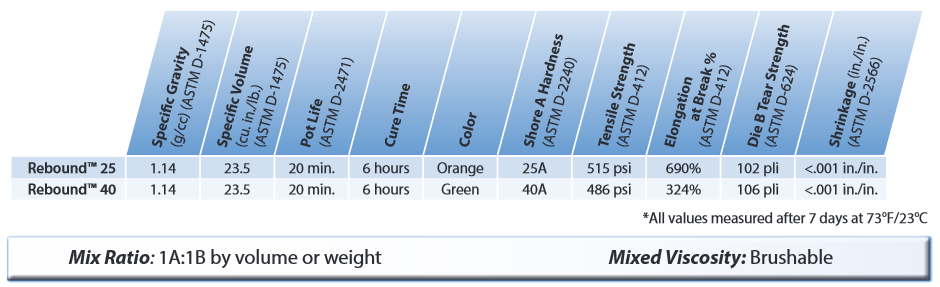
Rebound™ 25 & 40 is an easy-to-use platinum-cure silicone rubber which self-thickens for making brush-on molds of almost any model. Mixed 1A:1B by volume (no scale necessary), Rebound™ rubber can be applied with a brush or spatula to vertical surfaces without sagging and will cure with negligible shrinkage to a flexible rubber.
Features
Rebound™ 25 is soft, flexible and is good for making molds of models with deep undercuts. Depending on model configuration, Rebound™ 25 can be inverted as a glove molds. Rebound™ 40 is harder and less flexible. These products are compatible. For example, you can apply two coats of Rebound™ 25 and back it up with two coats of Rebound™ 40.
Advantages Over Urethane Brush-On® Rubber:
- Rebound™ will not stick to most surfaces, so surface preparation is minimal
- Two liquids that mix easily together
- stands up better to production casting of resins and low temperature melt metal alloys
- has a long library life
4 thin layers are all that is necessary to make a flexible, strong and durable production mold for casting wax, gypsum, concrete or resins (urethane, polyester, etc.). And because Rebound™ is a platinum silicone, it will last for many years in your mold library. Applications include reproducing sculpture, architectural restoration, making candle molds, casting pewter, etc.
Note: These products will not work with modeling clays containing sulfur under any circumstances.
Instructions
Safety - Use in a properly ventilated area (“room size” ventilation). Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk. Wear vinyl gloves only. Latex gloves will inhibit the cure of the rubber.
Store and use material at room temperature (73°F/23°C). Warmer temperatures will drastically reduce working time and cure time. Storing material at warmer temperatures will also reduce the usable shelf life of unused material. These products have a limited shelf life and should be used as soon as possible.
Cure Inhibition - Addition cured silicone rubber may be inhibited by certain contaminants in or on the pattern to be molded resulting in tackiness at the pattern interface or a total lack of cure throughout the mold. Latex, sulfur clays, certain wood surfaces, newly cast polyester, epoxy or urethane rubber my cause inhibition. If compatibility between the rubber and the surface is a concern, a small-scale test is recommended. Apply a small amount of rubber onto a non-critical area of the pattern. Inhibition has occurred if the rubber is gummy or uncured after the recommended cure time has passed. To prevent inhibition, one or more coatings of a clear acrylic lacquer applied to the model surface is usually effective. Allow any sealer to thoroughly dry before applying rubber.
Important: Even with a sealer, Rebound™ will not work with modeling clays containing sulfur. If you are not sure if your clay contains sulfur, do a small compatibility test before using for an important project.
Applying A Release Agent - Although not usually necessary, a release agent will make demolding easier when casting into most surfaces. Ease Release™ 200 is a proven release agent for releasing silicone from silicone or other surfaces. Mann Ease Release™ products are available from Smooth-On or your Smooth-On distributor.
Because no two applications are quite the same, a small test application to determine suitability for your project is recommended if performance of this material is in question.
MEASURING & MIXING...
Before you begin, pre-mix Part A and Part B separately. After dispensing required amounts of Parts A and B into mixing container (1A:1B by volume or weight), mix thoroughly making sure that you scrape the sides and bottom of the mixing container several times. The rubber should be a uniform color with no streaks.
Applying The Rubber - This product must be applied in layers. Mold makers generally find that four thin layers (minimum 3/8” thickness) is suitable for a strong, working mold. Using a stiff brush, the first coat of rubber should be applied in a very thin layer to capture intricate detail. Use dabbing strokes, especially around undercuts, to reduce entrapped air. Subsequent coats will add strength to the mold. Let the first coat dry for 60 minutes at room temperature until it becomes “tacky” before adding the next coat. “Tacky” is defined as sticky to the touch, but does not come off onto your gloved finger. Once “tacky”, you are ready to apply the next layer. Tack-time can be reduced with mild heat (hair dryer or heat gun). Repeat until the necessary mold thickness is achieved.
Coverage: 1 gal. unit=7 sq.ft. (0.65 sq.m) - 5 gal. unit=35 sq.ft. (3.25 sq. m)
Note: Although not necessary, adding a small amount of Silc-Pig™ color pigment to every other mix of rubber will help you distinguish one layer from the next. Ensures that you apply a thorough coating each time and help build uniform layers.
Option: Add Thi-Vex™ thickener for greater thixotropy—adding a small amount of Thi-Vex™ will thicken the rubber for filling deep undercuts and detail. Adding 1% of the total volume of your mix will increase thixotropy substantially.
Option: Add Smooth-On Silicone Thinner™ to your initial mix to lower the viscosity of your “print coat”.
Apply A Support Shell - Once the mold is fully cured, a rigid support shell (mother mold) is necessary to support the rubber mold during casting. PlastiPaste™ II is a trowelable plastic and is ideal as a mother mold material.
Curing - Allow the mold to cure at least 6 hours at room temperature (73°F/23°C) before demolding. Do not cure rubber where temperature is less than 65°F /18°C. You can cure the mold faster by applying mild heat (150°F/60°C) for 2 hours.
Using The Mold - When first cast, silicone rubber molds exhibit natural release characteristics. Depending on what is being cast into the mold, mold lubricity may be depleted over time and parts will begin to stick. No release agent is necessary when casting wax or gypsum. Applying a release agent such as Ease Release™ 200 (available from Smooth-On) prior to casting polyurethane, polyester and epoxy resins is recommended to prevent mold degradation.
Mold Performance & Storage - The physical life of the mold depends on how you use it (materials cast, frequency, etc.). Casting abrasive materials such as concrete can quickly erode mold detail, while casting non-abrasive materials (wax) will not affect mold detail. Before storing, the mold should be cleaned with a soap solution and wiped fully dry. Two part (or more) molds should be assembled. Molds should be stored on a level surface in a cool, dry environment.







 Leave a Review on Google
Leave a Review on Google
- Choosing a selection results in a full page refresh.
- Opens in a new window.