

Smooth-On
Recubrimiento XTC-3D™
Recubrimiento XTC-3D™
Bajas existencias: quedan 1
No se pudo cargar la disponibilidad de retiro
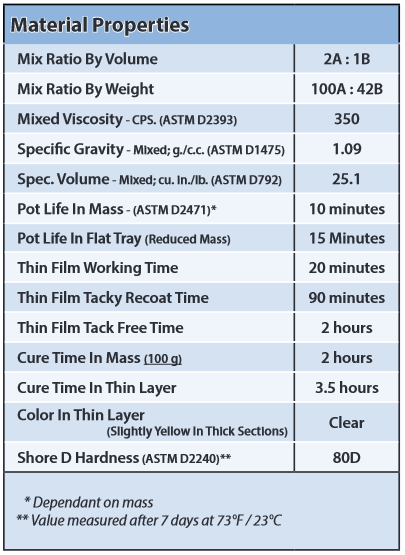
XTC-3D™ es una capa protectora para alisar y terminar piezas impresas en 3D. Se mezclan dos líquidos y se aplican con brocha sobre cualquier impresión 3D. El revestimiento se autonivela y se humedece uniformemente sin dejar pinceladas. El tiempo de trabajo es de 10 minutos y el tiempo de curado es de aproximadamente 4 horas (dependiendo de la masa y la temperatura). XTC-3D™ cura formando un revestimiento duro y resistente a los impactos que se puede lijar, imprimar y pintar. Agregar colores y efectos metálicos es fácil.
Características
Económico de usar : 1 oz cubre más de 100 pulgadas cuadradas (consulte la información de cobertura a continuación).
90 % de ahorro de tiempo y mano de obra: XTC-3D™ rellena las estrías de la impresión 3D y crea un acabado suave y de alto brillo. La necesidad de publicar el acabado casi se elimina.
Recubra cualquier superficie de impresión 3D: XTC-3D™ se puede aplicar a impresiones SLA y SLS. Funciona con PLA, ABS, Laywoo, piezas impresas en polvo y otros medios rígidos. También se puede utilizar para recubrir EPS, EPDM y espuma de uretano, así como madera, yeso, tela, cartón y papel.
XTC-3D™ no contiene COV, ftalatos ni fosfatos.
Instrucciones
Preparación: los materiales deben almacenarse y usarse en un ambiente a temperatura ambiente (73°F/23°C). Las temperaturas elevadas reducirán la vida útil. La resina XTC-3D™ Parte A y el endurecedor Parte B deben medirse adecuadamente y mezclarse completamente para lograr propiedades de curado sólido, de alta resistencia y completas. Debido a que no hay dos aplicaciones iguales, se recomienda una pequeña aplicación de prueba para determinar la idoneidad para su proyecto si el rendimiento de este material está en duda.
Evite el contacto con ojos y piel. Evite respirar los vapores; utilícelo en un área bien ventilada. Se recomienda un respirador aprobado por NIOSH. Use gafas de seguridad, mangas largas y guantes de goma para minimizar el contacto con la piel. Este material tiene una alta exotermia (genera calor). No mezcle componentes en recipientes de vidrio o espuma.
Cobertura : se necesita una cantidad muy pequeña de XTC-3D™ para recubrir una impresión 3D de tamaño medio. 1 oz/28,3 gramos de material mezclado cubrirán 101 pulgadas2 (651 cm2) aplicado a 1/64” (0,04 cm) de espesor. Premezcle la Parte B: Antes de usar, agite el recipiente vigorosamente.
Medición y dosificación : debe medir con precisión para que XTC-3D™ cure correctamente. Las partes A y B se pueden medir en volumen o peso. Dispense las proporciones adecuadas de las piezas A y B en recipientes limpios de plástico, metal o papel sin cera (no utilice vasos de espuma ni de vidrio).
Ampliación del tiempo de trabajo : si se deja en un vaso mezclador con una masa concentrada, la vida útil será corta y el material puede curarse en el vaso debido a la exotermia. Importante: reduzca la masa de la mezcla para aumentar el tiempo de trabajo. Ejemplo: coloque dos hojas de papel de aluminio juntas y cree una bandeja plana de un solo uso con lados verticales para contener la resina líquida. Después de mezclar las partes A y B, vierte la mezcla en el papel de aluminio para reducir la masa. Su tiempo de trabajo aumentará significativamente.
Mezclar : asegúrese de que los utensilios para mezclar tengan un borde cuadrado y estén limpios. Combine y mezcle cantidades adecuadas de las Partes A y B. Mezcle bien durante al menos 1 minuto. Raspe agresivamente los lados y el fondo del recipiente para mezclar varias veces. Use el borde cuadrado de la varilla para mezclar para quitar el material de los lados y el fondo del recipiente y mezcle.
Importante: la resina mixta XTC-3D™ es exotérmica, lo que significa que genera calor. Una masa grande y concentrada de material mezclado en un recipiente puede generar suficiente calor para derretir un vaso de plástico, quemar la piel o encender materiales combustibles. Si el material comienza a ser exotérmico, llévelo afuera a un ambiente al aire libre.
Agregar color : XTC-3D™ se puede colorear con colorantes UVO™ o IGNITE™ . Premezcle el color con la Parte A antes de combinarlo con la Parte B.
Agregar rellenos : se puede agregar una variedad de rellenos secos, como Cast Magic™ o polvos de bronce u otros metales, Glow Worm™ , Quarry Tone™ o Ure-Fil™ . La carga máxima de relleno es una cantidad igual a la Parte A en volumen. Premezcle el relleno con la Parte A antes de combinarlo con la Parte B.
Aplicación de XTC-3D ™ : utilice un cepillo para virutas desechable o un cepillo de espuma para aplicar XTC-3D™ . Para conseguir la capa más fina posible recomendamos aplicar el material con una brocha de espuma. Se recomienda cepillar una capa delgada de material mezclado para la mayoría de las impresiones para crear una capa suave y uniforme: menos de 1/64“(0,039 cm). Para evitar goteos y corrimientos, continúe cepillando y trabajando la superficie hasta que la resina comience a fraguar. Para impresiones particularmente complicadas con detalles intrincados, es posible que desees recubrir una sección a la vez para un mejor control. XTC-3D™ se adhiere a sí mismo.
Si agrega más capas , permita que la primera capa se cure parcialmente hasta que esté "pegajosa y dura" antes de aplicar la siguiente capa. Para obtener mejores resultados, cada capa debe aplicarse en una capa fina: menos de 1/64“(0,039 cm).
Curado : una capa se curará y quedará libre de pegajosidad en aproximadamente 2 horas a temperatura ambiente (73°F/23°C). Un calor suave (150° F/60° C) curará el material en 15 minutos. Tenga cuidado: algunos medios de impresión 3D se derriten a temperaturas superiores a 200 °F. El material completamente curado será duro y no podrá penetrar con la uña.
Postacabado : el material curado se puede mecanizar o lijar (use una máscara respiratoria aprobada por NIOSH para evitar la inhalación).
Pintura : XTC-3D™ se puede pintar y/o imprimar y luego pintar con pinturas de esmalte acrílico. Para obtener mejores resultados, lije ligeramente la superficie antes de pintar.
Dilución XTC-3D™ para recubrir piezas impresas con almidón/polvo: la viscosidad se puede reducir con acetona o alcohol desnaturalizado para penetrar las piezas porosas.
Proporción de mezcla Tiempo de curado Diluir: Mezcle 200 partes A + 100 partes B + 25 partes de solvente. 12 horas de diluyente: Mezcle 200 partes A + 100 partes B + 50 partes de solvente. 24 horas
Cuanto más disolvente se agregue, más tiempo tardará XTC-3D™ en curar. El material curado será más flexible.
Superficie suavizada : la textura de la superficie granular se puede suavizar aplicando una segunda capa de XTC-3D™ (para un acabado brillante) o lijando ligeramente para obtener un acabado mate.
Aplicación de un agente desmoldante : para aplicaciones en las que no se desea adhesión, se puede utilizar un desmoldante en aerosol Ease Release™ 200 disponible en Smooth-On.
Eliminación de material sin curar: raspe la mayor cantidad de material posible de la superficie con un raspador. Limpie los residuos con E-POX-EE KLEENER™ disponible en Smooth-On, diluyente de laca, acetona o alcohol. Siga las advertencias de seguridad relativas a los disolventes y proporcione una ventilación adecuada.
Fabricación de moldes de modelos recubiertos con XTC-3D™ : Los cauchos líquidos para fabricación de moldes se adherirán al XTC-3D™ curado. Antes de mezclar y aplicar cauchos para fabricación de moldes de silicona o uretano Smooth-On, aplique una capa completa del agente desmoldante Ease Release™ 200 o 205 sobre XTC-3D™ curado y deje secar.




 Leave a Review on Google
Leave a Review on Google
- Al seleccionar una opción, se actualiza toda la página.
- Se abre en una nueva ventana.