



Smooth-On
TAREA™ 6
TAREA™ 6
Bajas existencias: quedan 1
No se pudo cargar la disponibilidad de retiro
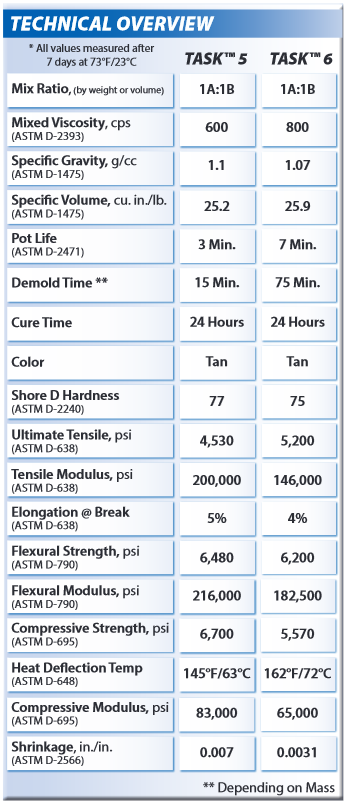
La resina de fundición TASK™ 6 de bajo costo y alto rendimiento produce piezas fundidas bronceadas y prácticamente sin burbujas. Esta resina ofrece propiedades físicas y de rendimiento superiores en comparación con nuestra popular serie Smooth-Cast™ de resinas de fundición de uso general. La desgasificación al vacío no es necesaria y ofrece la conveniencia de una proporción de mezcla de 1A:1B en volumen o peso.
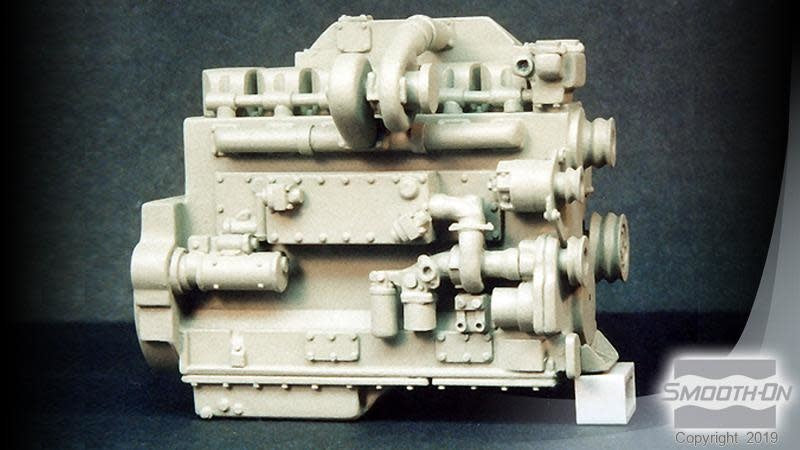
TASK™ 6 tiene alta resistencia a la tracción y a la flexión, así como un alto módulo de flexión. Este plástico fue formulado para una variedad de aplicaciones industriales, incluida la creación de patrones y modelos de prototipos. Esta resina está diseñada para coladas en espesores de hasta ½” (1,27 cm).
Instrucciones
Los materiales deben almacenarse y utilizarse en un ambiente cálido (73° F / 23° C). Este producto tiene una vida útil limitada y debe utilizarse lo antes posible. Todos los uretanos líquidos son sensibles a la humedad y absorberán la humedad atmosférica. Las herramientas y recipientes para mezclar deben estar limpios y ser de metal, vidrio o plástico. La mezcla debe realizarse en un área bien ventilada. Use gafas de seguridad, mangas largas y guantes de goma para minimizar el riesgo de contaminación.
Debido a que no hay dos aplicaciones iguales, se recomienda una pequeña aplicación de prueba para determinar la idoneidad para su proyecto si el rendimiento de este material está en duda.
Aplicación de un agente desmoldante : es necesario un agente desmoldante para facilitar el desmolde cuando se vierte sobre o sobre la mayoría de las superficies. Utilice un agente desmoldante elaborado específicamente para la fabricación de moldes ( Universal™ Mold Release o Mann's Ease Release™ 200 disponible en Smooth-On o su distribuidor Smooth-On). Se debe aplicar una capa abundante de agente desmoldante en todas las superficies que entrarán en contacto con el plástico.
IMPORTANTE: Para garantizar una cobertura completa, aplique el producto liberador y cepille con un cepillo suave sobre todas las superficies. Continúe con una capa ligera de niebla y deje que el agente de liberación se seque durante 30 minutos.
Los moldes de caucho de silicona Smooth-On generalmente no requieren un agente desmoldante a menos que se coloque silicona en el molde. La aplicación de un agente desmoldante prolongará la vida útil del molde.
Medición : la proporción de mezcla adecuada de TASK™ 6 es 1A:1B por peso o volumen. Dispense la cantidad requerida de la Parte A en un recipiente para mezclar. Mida la cantidad adecuada de Parte B y combínela con la Parte A.
Mezclado : los materiales deben almacenarse y usarse en un ambiente cálido (73° F / 23° C). Agite o revuelva la Parte A y la Parte B antes de usar. Agregue la Parte A a la Parte B y mezcle bien. Revuelva lenta y deliberadamente asegurándose de raspar los lados y el fondo del recipiente para mezclar varias veces. Tenga cuidado de no salpicar material de baja viscosidad fuera del recipiente.
Si tiñe o pigmenta TASK™ 6 , agregue el tinte o la dispersión de pigmento a la Parte B y mezcle bien antes de agregar la Parte. A.
IMPORTANTE: La vida útil del producto se reduce después de su apertura. El producto restante debe utilizarse lo antes posible. Reemplazar inmediatamente las tapas de ambos recipientes después de dispensar el producto ayudará a prolongar la vida útil del producto no utilizado. La manta de gas seco XTEND-IT™ (disponible en Smooth-On) prolongará significativamente la vida útil de los productos de uretano líquido no utilizados.
Vertido : si vierte TASK™ 6 en un molde de goma, vierta la mezcla en un solo lugar en el punto más bajo del molde. Si encapsula un objeto, no vierta la mezcla directamente sobre el objeto. Deja que la mezcla busque su nivel. Un flujo uniforme ayudará a minimizar el aire atrapado. Vierta la mezcla en un solo lugar en el punto más bajo del molde. Si encapsula un objeto, no vierta la mezcla directamente sobre el objeto. Deja que la mezcla busque su nivel. Un flujo uniforme ayudará a minimizar el aire atrapado.
Para mejores resultados . . . Los mejores resultados se obtienen utilizando una técnica de fundición a presión. Después de verter el compuesto mezclado, todo el conjunto de fundición (molde, estructura de presa, etc.) se coloca en una cámara de presión y se somete a una presión de aire de 60 PSI (4,2 kg/cm2) durante 16 horas.
Curado - Importante: Utilice este producto con al menos una ventilación del tamaño de una habitación o cerca de una ventilación de salida forzada y no inhale ni respire los vapores. Los vapores, que pueden ser visibles con una concentración de masa significativa, se disiparán rápidamente con una ventilación adecuada. Los yesos con una masa significativa pueden estar calientes al tacto e irritar la piel inmediatamente después de la curación. Deje que la pieza se enfríe a temperatura ambiente antes de manipularla.
El tiempo de desmolde de la pieza fundida terminada depende de la masa y la configuración del molde. Las piezas fundidas de baja masa o de paredes delgadas tardarán más en curar que las piezas fundidas con mayor concentración de masa.
Si realiza piezas fundidas rotacionales o huecas, el relleno con una espuma rígida ( Foam-iT! 5 u otra) proporcionará un refuerzo liviano. Se recomienda el relleno de espuma si las piezas fundidas se someterán a temperaturas superiores a 85 °F/30 °C.
Postcurado : las piezas fundidas alcanzarán el “curado completo” más rápido y lograrán máximas propiedades físicas y resistencia al calor si TASK™ 6 se cura posteriormente. Se recomienda el poscurado si las piezas fundidas son delgadas o tienen una concentración de masa baja. Las piezas fundidas deben curarse posteriormente en un molde o estructura de soporte. Deje que el material cure durante 6 a 8 horas a temperatura ambiente, seguido de 16 horas a 150 - 160°F (65 - 72°C). Se debe dejar que la pieza fundida o pieza se enfríe a temperatura ambiente antes de manipularla.
Si va a verter menos de 1/4 de pulgada (0,64 cm) de material, la pieza fundida debe curarse posteriormente con calor. Si el espesor deseado es superior a 3 pulgadas (7,62 cm), se recomienda realizar moldes consecutivos (uno encima del otro) con 30 minutos entre cada molde para permitir la disipación del calor.
Rendimiento : las piezas fundidas curadas de TASK™ 6 son rígidas y duraderas. Resisten la humedad, el calor moderado, los solventes, los ácidos diluidos y pueden mecanizarse, imprimarse/pintarse o adherirse a otras superficies (se debe eliminar cualquier agente desmoldante). Las piezas fundidas se pueden exhibir al aire libre después de imprimarlas y pintarlas.




 Leave a Review on Google
Leave a Review on Google
- Al seleccionar una opción, se actualiza toda la página.
- Se abre en una nueva ventana.