
Smooth-On
FMC 201 Kit de 5 galones
FMC 201 Kit de 5 galones
Agotado
No se pudo cargar la disponibilidad de retiro
POR FAVOR LLÁMENOS PARA ORDENAR
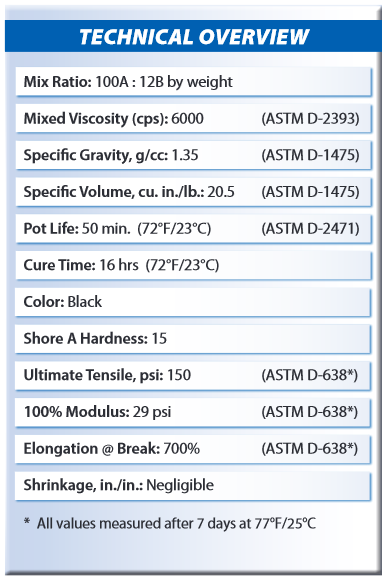
FMC™-201 es parte de la familia Smooth-On de compuestos para moldes de caucho de polisulfuro. FMC™-201 cura durante la noche con una contracción insignificante hasta formar un caucho suave Shore A15 que se estira y exhibe buena resistencia al desgarro. Los moldes fabricados con FMC™-201 son muy duraderos y funcionarán bien en la producción.
FMC™-201 es ideal para aquellas aplicaciones que requieren capturar detalles complejos de una variedad de superficies de modelos. A diferencia de los poliuretanos, FMC™-201 no es sensible a la humedad y se puede verter directamente sobre yeso húmedo o arcillas a base de agua/azufre. Las aplicaciones comunes incluyen moldes para fundición y trabajos de patrones, escultura (proceso de cera perdida), fundición de diversos productos de yeso y ceras.
Instrucciones
Algunos materiales deben sellarse : para evitar la adhesión entre la goma y la superficie del modelo, los modelos hechos de materiales porosos (yeso, hormigón, madera, piedra, etc.) deben sellarse antes de aplicar un agente desmoldante. SuperSeal™ (disponible en Smooth-On) sellará superficies porosas como yeso o madera y tendrá un efecto mínimo en los detalles y la textura de la superficie. Las arcillas sin azufre y sin base de agua solo requieren agente desmoldante. Los termoplásticos (poliestireno) también deben sellarse con goma laca o PVA. En todos los casos, el agente sellador debe aplicarse y dejarse secar completamente antes de aplicar un agente desmoldante. Este producto tiene una vida útil limitada y debe utilizarse lo antes posible.
Debido a que no hay dos aplicaciones iguales, se recomienda una pequeña aplicación de prueba para determinar la idoneidad para su proyecto si el rendimiento de este material está en duda.
Aplicación de un agente desmoldante : es necesario un agente desmoldante para facilitar el desmolde cuando se vierte sobre o sobre la mayoría de las superficies. Utilice un agente desmoldante elaborado específicamente para la fabricación de moldes (como Universal™ Mold Release , disponible en Smooth-On). Se debe aplicar una capa abundante de agente desmoldante en todas las superficies que entrarán en contacto con la goma.
IMPORTANTE: Para garantizar una cobertura completa, cepille ligeramente el agente desmoldante con un cepillo suave sobre todas las superficies del modelo. Continúe con una capa ligera de niebla y deje que el agente de liberación se seque durante 30 minutos. Si hay alguna duda sobre la efectividad de una combinación de sellador y agente de liberación, se debe realizar una prueba a pequeña escala en una superficie idéntica para probarla.
DEBE REVOLVER BIEN LAS PARTES A Y B ANTES DE COMENZAR . Los materiales deben almacenarse y utilizarse en un ambiente cálido (72° F / 22° C). Este producto tiene una vida útil limitada y debe utilizarse lo antes posible. La mezcla debe realizarse en un área bien ventilada. Use gafas de seguridad, mangas largas y guantes de goma para minimizar el riesgo de contaminación. Después de mezclar la Parte B, vierta la cantidad deseada (medida en peso) en un recipiente limpio. Agregue la cantidad adecuada de Parte A en peso.
Después de dispensar la cantidad requerida de las Partes A y B en el recipiente de mezcla, mezcle bien durante 3 minutos asegurándose de raspar los lados y el fondo del recipiente de mezcla varias veces . Aunque este producto está formulado para minimizar las burbujas de aire en el molde curado, la desgasificación al vacío reducirá aún más el aire atrapado. Vierta lo antes posible después de mezclar para obtener la viscosidad más baja y el mejor flujo.
Para obtener mejores resultados, vierta la mezcla en un solo lugar en el punto más bajo del campo de contención. Deje que la goma busque su nivel hacia arriba y sobre el modelo. Un flujo uniforme ayudará a minimizar el aire atrapado. La goma líquida debe nivelarse al menos 1/2” (1,3 cm) sobre el punto más alto de la superficie del modelo.
Curado : deje que el molde se cure durante la noche (al menos 16 horas) a temperatura ambiente (77 F/25 C) antes de desmoldar. El molde curará más rápido a temperaturas más altas y más lento a temperaturas más bajas. No cure el caucho donde la temperatura sea inferior a 65 F /18 C.
Uso del molde : se debe aplicar un agente desmoldante al molde antes de cada fundición. El tipo de agente desmoldante a utilizar depende del material que se va a fundir. El agente desmoldante adecuado para cera, caucho líquido o materiales termoendurecibles (plásticos líquidos Smooth-On) es un desmoldante en aerosol elaborado específicamente para la fabricación de moldes ( Universal™ Mold Release ). Asegúrese de seguir las instrucciones para la aplicación adecuada del agente desmoldante. Antes de colar revoques de yeso , pase una esponja por el molde con una solución jabonosa para mejorar el flujo del yeso y facilitar su liberación.
Rendimiento y almacenamiento del molde : los moldes completamente curados son resistentes, duraderos y funcionarán si se usan y almacenan adecuadamente. La vida física del molde depende de cómo lo utilices (materiales de fundición, frecuencia, etc.). La fundición de materiales abrasivos como el hormigón eventualmente erosionará los detalles del molde, mientras que la fundición de materiales no abrasivos (cera) no afectará los detalles del molde. Antes de guardarlo, el molde debe limpiarse con una solución jabonosa y secarse completamente. Se deben ensamblar moldes de dos partes (o más). Los moldes deben almacenarse sobre una superficie nivelada en un ambiente fresco y seco. No apile moldes, no los exponga a la humedad o a la luz ultravioleta.

 Leave a Review on Google
Leave a Review on Google
- Al seleccionar una opción, se actualiza toda la página.
- Se abre en una nueva ventana.