

Smooth-On
Serie rebote™
Serie rebote™
4 en existencias
No se pudo cargar la disponibilidad de retiro
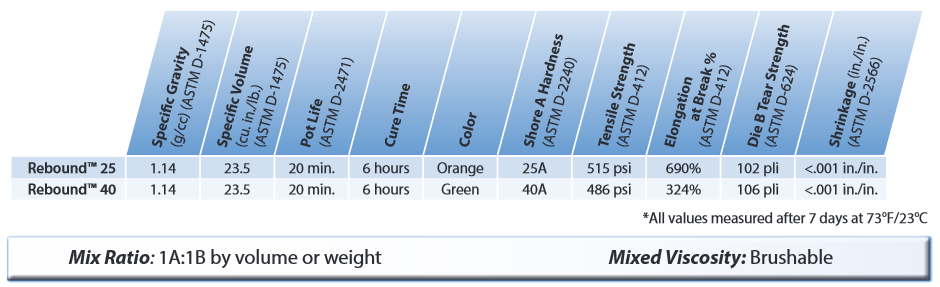
Rebound™ 25 y 40 es un caucho de silicona curado con platino fácil de usar que se espesa automáticamente para hacer moldes con brocha de casi cualquier modelo. Mezclado 1A:1B por volumen (no se necesita escala), el caucho Rebound™ se puede aplicar con una brocha o espátula a superficies verticales sin combarse y curará con una contracción insignificante hasta convertirse en un caucho flexible.
Características
Rebound™ 25 es suave, flexible y bueno para hacer moldes de modelos con cortes profundos. Dependiendo de la configuración del modelo, Rebound™ 25 se puede invertir como moldes para guantes. Rebound™ 40 es más duro y menos flexible. Estos productos son compatibles. Por ejemplo, puede aplicar dos capas de Rebound™ 25 y respaldarlas con dos capas de Rebound™ 40 .
Ventajas sobre el caucho de uretano Brush-On®:
- Rebound™ no se adhiere a la mayoría de las superficies, por lo que la preparación de la superficie es mínima
- Dos líquidos que se mezclan fácilmente
- Resiste mejor la producción de fundición de resinas y aleaciones de metales fundidos a baja temperatura.
- tiene una larga vida útil en la biblioteca
4 finas capas son todo lo que se necesita para realizar un molde de producción flexible, resistente y duradero para fundir cera, yeso, hormigón o resinas (uretano, poliéster, etc.). Y como Rebound™ es una silicona de platino, durará muchos años en su biblioteca de moldes. Las aplicaciones incluyen reproducción de esculturas, restauración arquitectónica, fabricación de moldes para velas, fundición de peltre, etc.
Nota: Estos productos no funcionarán con arcillas para modelar que contengan azufre bajo ninguna circunstancia.
Instrucciones
Seguridad : úselo en un área adecuadamente ventilada (ventilación del tamaño de una habitación). Use gafas de seguridad, mangas largas y guantes de goma para minimizar el riesgo de contaminación. Utilice únicamente guantes de vinilo. Los guantes de látex inhibirán el curado del caucho.
Almacene y utilice el material a temperatura ambiente (73°F/23°C). Las temperaturas más cálidas reducirán drásticamente el tiempo de trabajo y de curado. Almacenar el material a temperaturas más cálidas también reducirá la vida útil del material no utilizado. Estos productos tienen una vida útil limitada y deben utilizarse lo antes posible.
Inhibición del curado : el caucho de silicona curado por adición puede ser inhibido por ciertos contaminantes dentro o sobre el patrón a moldear, lo que resulta en pegajosidad en la interfaz del patrón o una falta total de curado en todo el molde. El látex, las arcillas azufradas, ciertas superficies de madera, el poliéster recién moldeado, el caucho epoxi o de uretano pueden causar inhibición. Si le preocupa la compatibilidad entre el caucho y la superficie, se recomienda una prueba a pequeña escala. Aplique una pequeña cantidad de goma en un área no crítica del patrón. Se ha producido inhibición si el caucho es gomoso o no está curado después de que haya pasado el tiempo de curado recomendado. Para evitar la inhibición, suele ser eficaz aplicar una o más capas de laca acrílica transparente a la superficie del modelo. Deje que el sellador se seque completamente antes de aplicar el caucho.
Importante: Incluso con un sellador, Rebound™ no funcionará con arcillas para modelar que contengan azufre. Si no está seguro de si su arcilla contiene azufre, haga una pequeña prueba de compatibilidad antes de usarla para un proyecto importante.
Aplicación de un agente desmoldante : aunque normalmente no es necesario, un agente desmoldante facilitará el desmoldeo al verter en la mayoría de las superficies. Ease Release™ 200 es un agente desmoldante probado para liberar silicona de silicona u otras superficies. Los productos Mann Ease Release™ están disponibles en Smooth-On o en su distribuidor Smooth-On.
Debido a que no hay dos aplicaciones iguales, se recomienda una pequeña aplicación de prueba para determinar la idoneidad para su proyecto si el rendimiento de este material está en duda.
MEDIR Y MEZCLAR...
Antes de comenzar, mezcle previamente la Parte A y la Parte B por separado. Después de dispensar las cantidades requeridas de las Partes A y B en el recipiente de mezcla (1A:1B por volumen o peso), mezcle bien asegurándose de raspar los lados y el fondo del recipiente de mezcla varias veces. La goma debe tener un color uniforme y sin rayas.
Aplicación de la goma : este producto debe aplicarse en capas. Los fabricantes de moldes generalmente consideran que cuatro capas delgadas (con un espesor mínimo de 3/8”) son adecuadas para obtener un molde resistente y funcional. Con un cepillo rígido, la primera capa de goma debe aplicarse en una capa muy fina para capturar detalles intrincados. Utilice movimientos suaves, especialmente alrededor de los cortes, para reducir el aire atrapado. Las capas posteriores agregarán fuerza al molde. Deje que la primera capa se seque durante 60 minutos a temperatura ambiente hasta que se vuelva "pegajosa" antes de agregar la siguiente capa. "Pegajoso" se define como pegajoso al tacto, pero no se desprende del dedo enguantado. Una vez “pegajoso”, estará listo para aplicar la siguiente capa. El tiempo de adherencia se puede reducir con calor suave (secador de pelo o pistola de calor). Repetir hasta conseguir el espesor de molde necesario.
Cobertura: 1 gal. unidad = 7 pies cuadrados (0,65 m2) - 5 gal. unidad = 35 pies cuadrados. (3,25 m2)
Nota: Aunque no es necesario, agregar una pequeña cantidad de pigmento de color Silc-Pig™ a cada dos mezclas de caucho le ayudará a distinguir una capa de la siguiente. Garantiza que apliques una capa completa cada vez y ayuda a crear capas uniformes.
Opción: agregue espesante Thi-Vex™ para obtener una mayor tixotropía; agregar una pequeña cantidad de Thi-Vex™ espesará el caucho para rellenar cortes profundos y detalles. Agregar el 1% del volumen total de su mezcla aumentará sustancialmente la tixotropía.
Opción: Agregue Smooth-On Silicone Thinner™ a su mezcla inicial para reducir la viscosidad de su “capa de impresión”.
Aplique una carcasa de soporte : una vez que el molde esté completamente curado, es necesaria una carcasa de soporte rígida (molde madre) para sostener el molde de caucho durante la fundición. PlastiPaste™ II es un plástico que se puede aplicar con llana y es ideal como material para moldes madre.
Curado : deje que el molde se cure al menos 6 horas a temperatura ambiente (73 °F/23 °C) antes de desmoldar. No cure el caucho donde la temperatura sea inferior a 65 °F/18 °C. Puedes curar el molde más rápido aplicando calor suave (150 °F/60 °C) durante 2 horas.
Uso del molde : cuando se moldean por primera vez, los moldes de caucho de silicona exhiben características de liberación natural. Dependiendo de lo que se esté vaciando en el molde, la lubricidad del molde puede agotarse con el tiempo y las piezas comenzarán a pegarse. No se necesita ningún agente desmoldante al vaciar cera o yeso. Se recomienda aplicar un agente desmoldante como Ease Release™ 200 (disponible en Smooth-On) antes de vaciar resinas de poliuretano, poliéster y epoxi para evitar la degradación del molde.
Rendimiento y almacenamiento del molde : la vida física del molde depende de cómo lo utilice (materiales fundidos, frecuencia, etc.). La fundición de materiales abrasivos como el hormigón puede erosionar rápidamente los detalles del molde, mientras que la fundición de materiales no abrasivos (cera) no afectará los detalles del molde. Antes de guardarlo, el molde debe limpiarse con una solución jabonosa y secarse completamente. Se deben ensamblar moldes de dos partes (o más). Los moldes deben almacenarse sobre una superficie nivelada en un ambiente fresco y seco.







 Leave a Review on Google
Leave a Review on Google
- Al seleccionar una opción, se actualiza toda la página.
- Se abre en una nueva ventana.