


Smooth-On
Serie Mould Star™
Serie Mould Star™
9 en existencias
No se pudo cargar la disponibilidad de retiro
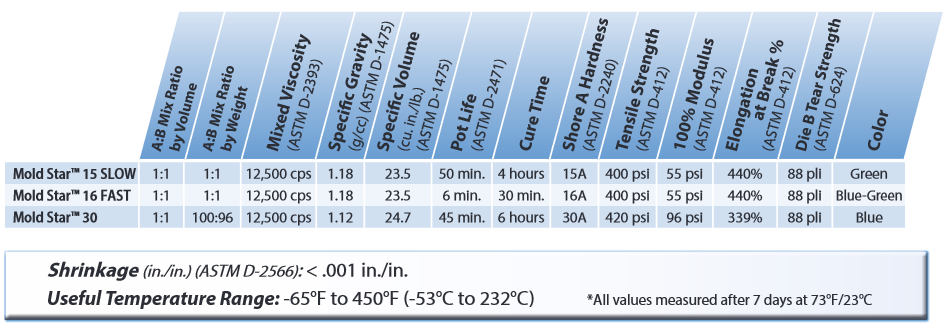
Los cauchos para moldes Mold Star™ son siliconas de platino fáciles de usar que se mezclan 1A:1B por volumen (no se necesita báscula). Las siliconas Mold Star™ presentan viscosidades relativamente bajas y no se requiere desgasificación al vacío para la mayoría de las aplicaciones. La vida útil de Mold Star™ 15 SLOW es de 50 minutos y el tiempo de curado es de 4 horas a temperatura ambiente. Mold Star™ 16 FAST es un material rápido con una vida útil de 6 minutos y un tiempo de curado de 30 minutos. Mold Star™ 30 es un material más duro, con una dureza Shore de 30A.

Características
Las siliconas Mold Star™ curan formando cauchos suaves y fuertes que son resistentes al desgarro y exhiben una contracción muy baja a largo plazo. Los moldes fabricados con Mold Star™ durarán mucho tiempo en su biblioteca de moldes y son buenos para fundir cera, yeso, resinas y otros materiales. El caucho curado Mold Star™ es resistente al calor hasta 450 °F (232 °C) y es adecuado para fundir aleaciones de metales fundidos a baja temperatura. Nota: Los cauchos Mold Star™ no están diseñados para la fabricación de moldes con brocha.
Instrucciones
Nota: Este producto no curará contra superficies que contengan azufre, incluso cuando esté sellado.
Seguridad : úselo en un área adecuadamente ventilada (ventilación del tamaño de una habitación). Use gafas de seguridad, mangas largas y guantes de goma para minimizar el riesgo de contaminación. Utilice únicamente guantes de vinilo. Los guantes de látex inhibirán el curado del caucho. Almacene y utilice el material a temperatura ambiente (73°F/23°C). Las temperaturas más cálidas reducirán drásticamente el tiempo de trabajo y de curado. Almacenar el material a temperaturas más cálidas también reducirá la vida útil del material no utilizado. Estos productos tienen una vida útil limitada y deben utilizarse lo antes posible.
Inhibición del curado : el caucho de silicona curado por adición puede ser inhibido por ciertos contaminantes dentro o sobre el patrón a moldear, lo que resulta en pegajosidad en la interfaz del patrón o una falta total de curado en todo el molde. El látex, las arcillas de azufre, ciertas superficies de madera, el poliéster recién moldeado, el caucho epoxi o de uretano pueden causar inhibición. Si le preocupa la compatibilidad entre el caucho y la superficie, se recomienda una prueba a pequeña escala. Aplique una pequeña cantidad de goma en un área no crítica del patrón. Se ha producido inhibición si el caucho es gomoso o no está curado después de que haya pasado el tiempo de curado recomendado. Para evitar la inhibición, suele ser eficaz aplicar una o más capas de laca acrílica transparente a la superficie del modelo. Deje que el sellador se seque completamente antes de aplicar el caucho.
Incluso con un sellador, las siliconas Mold Star™ no curarán en superficies que contengan azufre. Si no está seguro de si su arcilla contiene azufre, haga una pequeña prueba de compatibilidad antes de usarla para un proyecto importante.
Aplicación de un agente desmoldante : aunque normalmente no es necesario, un agente desmoldante facilitará el desmoldeo al verter en la mayoría de las superficies. Ease Release™ 200 es un agente desmoldante probado para liberar silicona de silicona u otras superficies. Los productos Mann Ease Release™ están disponibles en Smooth-On o en su distribuidor Smooth-On.
Debido a que no hay dos aplicaciones iguales, se recomienda una pequeña aplicación de prueba para determinar la idoneidad para su proyecto si el rendimiento de este material está en duda.
Medición y mezcla : antes de comenzar, mezcle previamente la Parte A y la Parte B por separado. Después de dispensar las cantidades requeridas de las Partes A y B en el recipiente de mezcla (1A:1B por volumen), mezcle bien asegurándose de raspar los lados y el fondo del recipiente de mezcla varias veces. La goma debe tener un color uniforme y sin rayas.
Opcional... Desgasificación al vacío : aunque no es necesaria, la desgasificación al vacío ayuda a eliminar el aire atrapado en el caucho de silicona vertible. Después de mezclar las partes A y B, aspire el material durante 2 a 3 minutos a 29 pulgadas de mercurio, asegurándose de dejar suficiente espacio en el recipiente para la expansión del producto.
Vertido : para obtener mejores resultados, vierta la mezcla en un solo lugar en el punto más bajo del campo de contención. Deja que la goma busque su propio nivel. Un flujo uniforme ayudará a minimizar el aire atrapado. Si se utiliza como material para moldes, la goma líquida debe nivelarse al menos 1/2” (1,3 cm) sobre el punto más alto de la superficie del modelo.
Curado : permita que el caucho de silicona Mold Star™ 16 FAST se cure durante 30 minutos a temperatura ambiente (73 °F/23 °C) antes de desmoldar.
Curado por calor : el tiempo para desmoldar se puede reducir aplicando calor suave. Ejemplo: Después de verter el caucho Mold Star™ 16 a temperatura ambiente, coloque el molde en una caja caliente o en un horno industrial a 140°F (60°C). Esto reducirá el tiempo para desmoldar una sección de 1/2” (1,3 cm) de espesor a aproximadamente 10 minutos. Nota: El tiempo variará según el grosor del molde.
Agregar una cantidad adecuada de acelerador de curado Plat-Cat™ también reducirá el tiempo de desmolde. La vida útil y los tiempos de curado se pueden extender usando el retardador de curado Slo-Jo™ . No cure el caucho donde la temperatura sea inferior a 65 °F/18 °C.
Rendimiento y almacenamiento del molde : la vida física del molde depende de cómo lo utilice (materiales fundidos, frecuencia, etc.). La fundición de materiales abrasivos puede erosionar rápidamente los detalles del molde, mientras que la fundición de materiales no abrasivos (cera) no afectará los detalles del molde. Antes de guardarlo, el molde debe limpiarse con una solución jabonosa y secarse completamente. Se deben ensamblar moldes de dos partes (o más). Los moldes deben almacenarse sobre una superficie nivelada en un ambiente fresco y seco.










 Leave a Review on Google
Leave a Review on Google
- Al seleccionar una opción, se actualiza toda la página.
- Se abre en una nueva ventana.