

Smooth-On
KXFlex™ 60
KXFlex™ 60
Bajas existencias: quedan 1
No se pudo cargar la disponibilidad de retiro
Para KX Flex™ 40 y 90, llámenos o envíenos un correo electrónico para realizar el pedido.
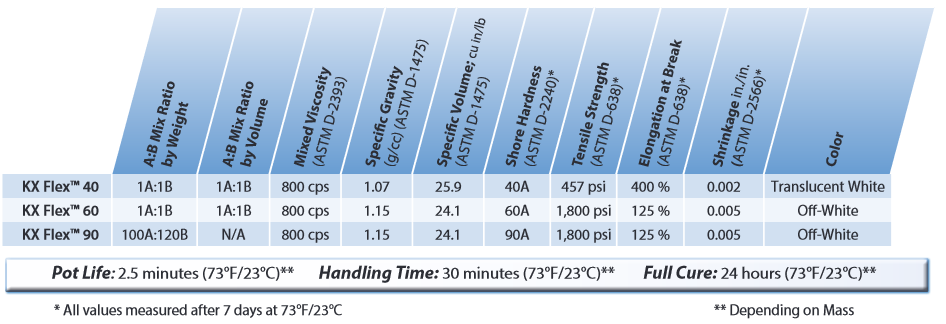
Los uretanos de la serie KX Flex™ son elastómeros de fundición de uretano flexibles de fraguado rápido que curan rápidamente y ofrecen propiedades físicas y de rendimiento excepcionales, incluida una alta resistencia al impacto. Los uretanos de la serie KX Flex™ son fáciles de colorear utilizando colorantes SO-Strong™, UVO™ o IGNITE™. Los uretanos KX Flex™ no contienen ftalatos, mercurio ni MOCA.
Los uretanos de la serie KX Flex™ tienen una vida útil de 2,5 minutos y un tiempo de manipulación de 30 minutos (dependiendo de la masa). Con valores de dureza Shore de 40A, 60A y 90A, este material se utiliza para una variedad de aplicaciones que incluyen fabricación rápida de moldes, duplicación rápida de modelos, creación de prototipos, miniaturas duraderas, accesorios y efectos especiales, o fabricación de piezas resistentes a impactos. Las piezas fundidas completamente curadas son flexibles, resistentes y duraderas.
Instrucciones
PREPARACIÓN... Los materiales deben almacenarse y usarse en un ambiente cálido (73°F/23°C). Estos productos tienen una vida útil limitada y deben utilizarse lo antes posible. Todos los uretanos líquidos son sensibles a la humedad y absorberán la humedad atmosférica. Úselo en un ambiente de baja humedad (por debajo del 50 % de humedad relativa). Los recipientes para mezclar deben tener lados rectos y un fondo plano. Las varillas para mezclar deben ser planas y rígidas con bordes definidos para raspar los lados y el fondo del recipiente para mezclar. Las herramientas y recipientes para mezclar deben estar limpios y ser de metal, vidrio o plástico. La mezcla debe realizarse en un área bien ventilada. Use gafas de seguridad, mangas largas y guantes de goma para minimizar el riesgo de contaminación.
Aplicación de un agente desmoldante: si no está seguro de la compatibilidad de la superficie, se debe realizar una fundición de prueba en un acabado de superficie similar al molde o modelo final para evitar daños a la superficie de trabajo. Los moldes de poliuretano, látex o metal deben estar secos y requerir una capa de agente desmoldante adecuado. El desmoldante universal (disponible en Smooth-On) es ideal para este propósito. Se debe aplicar una capa abundante de agente desmoldante en todas las superficies que entrarán en contacto con la goma. Para garantizar una cobertura completa, cepille ligeramente el agente desmoldante con un cepillo suave sobre todas las superficies. Continúe con una capa ligera de niebla y deje que el agente de liberación se seque durante 30 minutos.
MEDIR Y MEZCLAR... Antes de dispensar - IMPORTANTE: Mezcle previamente la Parte B antes de usarla cada vez.
Medición: debe utilizar una báscula digital de gramos precisa para pesar las partes A y B correctamente. No utilice una báscula analógica ni intente medir componentes por volumen. Dispense la cantidad requerida de la Parte A y la Parte B en un recipiente para mezclar.
Mezclado manual: después de dispensar las cantidades requeridas de las Partes A y B en el recipiente de mezcla, mezcle bien durante al menos 60 segundos y asegúrese de raspar los lados y el fondo del recipiente de mezcla varias veces.
Mezclado mecánico: mezcle con taladro utilizando un mezclador de turbina o equivalente durante 30 segundos, seguido de un mezclado manual cuidadoso durante 30 segundos como se indicó anteriormente.
Tenga en cuenta que la vida útil del material es de 2,5 minutos a 73 °F/23 °C. La vida útil a temperaturas elevadas será menor. No demore entre mezclar y verter.
COLADO, CURADO Y RENDIMIENTO...
Vertido: si vierte KX Flex™ en un molde de goma, vierta la mezcla en un solo lugar en el punto más bajo del molde. Si encapsula un objeto, no vierta la mezcla directamente sobre el objeto. Deja que la mezcla busque su nivel. Un flujo uniforme ayudará a minimizar el aire atrapado.
Curado: el tiempo de manipulación puede ser de tan solo 30 minutos. Sin embargo, como muchos elastómeros de uretano, KX Flex™ es sensible a la masa y las piezas fundidas de baja masa con paredes delgadas pueden tardar más en alcanzar la resistencia a la manipulación y el curado completo. Un calor suave y uniforme acelerará el tiempo de curado. Estos materiales alcanzarán el curado completo en 24 horas a 73°F/23°C. Las piezas fundidas alcanzarán sus propiedades físicas definitivas a temperatura ambiente en 7 días.
Opción de poscurado: las piezas fundidas alcanzarán el “curado completo” más rápidamente y lograrán máximas propiedades físicas/resistencia al calor si KX Flex™ se poscura con calor en un horno de taller exclusivo. Se recomienda el poscurado si las piezas fundidas son delgadas o tienen una concentración de masa baja. Las piezas fundidas deben curarse posteriormente en un molde o estructura de soporte. Deje que el material se cure completamente a temperatura ambiente y luego durante 4 horas a 150 °F/65 °C. Se debe dejar que la pieza fundida se enfríe a temperatura ambiente antes de manipularla.
Manipulación/Tiempo de desmolde: el tiempo de desmolde de la pieza fundida terminada depende de la masa y la configuración del molde. Asegúrese de que la pieza fundida haya alcanzado la resistencia de manipulación antes de desmoldar. Si la pieza fundida tiene una parte posterior plana, se puede retirar del molde y dejar curar fuera del molde sobre una superficie plana y nivelada para lograr todas sus propiedades de trabajo. Deje que el material cure durante 24 horas a temperatura ambiente antes de ponerlo en servicio.
Debido a que no hay dos aplicaciones iguales, se recomienda una pequeña aplicación de prueba para determinar la idoneidad si el rendimiento de este material está en duda.



 Leave a Review on Google
Leave a Review on Google
- Al seleccionar una opción, se actualiza toda la página.
- Se abre en una nueva ventana.