


Smooth-On
Economía™ 80
Economía™ 80
Bajas existencias: quedan 1
No se pudo cargar la disponibilidad de retiro
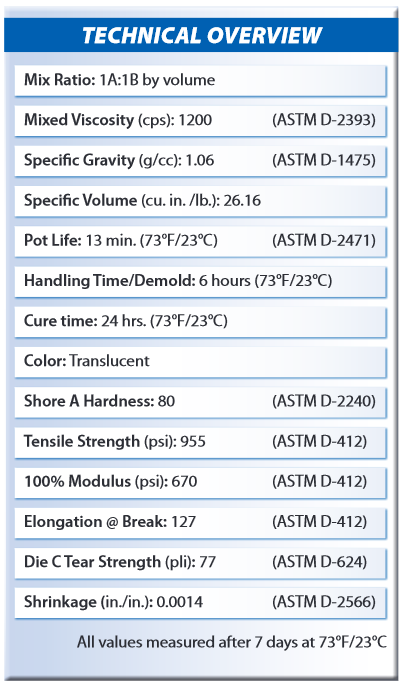
Econ™ 80 es un caucho de uretano Shore 80A económico adecuado para una variedad de aplicaciones industriales y de fabricación de moldes. Es una alternativa de curado más rápido y de menor costo que nuestro popular PMC™-780 . Las propiedades físicas son inferiores en comparación con PMC™-780 . Este es un sistema sin olor que presenta una proporción de mezcla 1A:1B y una baja viscosidad para mezclar y verter fácilmente. El tiempo de trabajo es de aproximadamente 13 minutos a temperatura ambiente, el tiempo de manipulación es de 6 horas y el caucho se cura durante la noche. Econ™ 80 es translúcido y se colorea fácilmente con colorantes SO-Strong™ o Ignite™ . Econ™ 80 se utiliza para fabricar moldes de tiradas cortas para vaciar hormigón y resinas, almohadillas para estampado de hormigón, piezas mecánicas de caucho, telas de revestimiento, juntas de vertido in situ para equipos industriales y bóvedas funerarias. Importante: Para minimizar las burbujas de aire en el caucho curado, se recomienda la desgasificación al vacío.
Instrucciones
Preparación : almacene y use a temperatura ambiente (73°F/23°C). La humedad ambiental debe ser lo más baja posible. Una buena ventilación (tamaño de la habitación) es esencial. Este producto tiene una vida útil limitada y debe utilizarse lo antes posible. Use gafas de seguridad, mangas largas y guantes de goma para minimizar el riesgo de contaminación.
Algunos materiales deben sellarse : para evitar la adhesión entre la goma y la superficie del modelo, los modelos hechos de materiales porosos (yeso, hormigón, madera, piedra, etc.) deben sellarse antes de aplicar un agente desmoldante. Selladores de secado rápido SuperSeal™ y One Step™ (disponibles en Smooth-On) adecuados para sellar superficies porosas sin interferir con los detalles de la superficie. Una goma laca de alta calidad es adecuada para sellar arcillas de modelado que contienen azufre o humedad (a base de agua). Los termoplásticos (poliestireno) también deben sellarse con goma laca o PVA. En todos los casos, el agente sellador debe aplicarse y dejarse secar completamente antes de aplicar un agente desmoldante.
Superficies no porosas : el metal, el vidrio, los plásticos duros, las arcillas sin azufre, etc. solo requieren un agente desmoldante.
Aplicación de un agente desmoldante : es necesario un agente desmoldante para facilitar el desmolde cuando se vierte sobre o sobre la mayoría de las superficies. Utilice un agente desmoldante elaborado específicamente para la fabricación de moldes ( Universal™ Mold Release disponible en Smooth-On). Se debe aplicar una capa abundante de agente desmoldante en todas las superficies que entrarán en contacto con la goma.
IMPORTANTE: Para garantizar una cobertura completa, cepille ligeramente el agente desmoldante con un cepillo suave sobre todas las superficies del modelo. Continúe con una capa ligera de niebla y deje que el agente de liberación se seque durante 30 minutos.
Debido a que no hay dos aplicaciones iguales, se recomienda una pequeña aplicación de prueba para determinar la idoneidad para su proyecto si el rendimiento de este material está en duda.
MEDICIÓN Y MEZCLA : los uretanos líquidos son sensibles a la humedad y absorberán la humedad atmosférica. Las herramientas y recipientes para mezclar deben estar limpios y ser de metal, vidrio o plástico. Los materiales deben almacenarse y utilizarse en un ambiente cálido (73°F/23°C).
IMPORTANTE: La vida útil del producto se reduce drásticamente después de abrirlo. Reemplazar inmediatamente las tapas de ambos recipientes después de dispensar el producto prolongará la vida útil del producto no utilizado. La manta de gas seco XTEND-IT™ (disponible en Smooth-On) prolongará significativamente la vida útil de los productos de uretano líquido no utilizados.
IMPORTANTE: Premezcle la Parte B antes de usar. Después de dispensar las cantidades adecuadas de las Partes A y B en el recipiente de mezcla, mezcle bien durante 2 minutos usando una mezcladora Squirrel o equivalente. Luego, use una paleta de borde recto y mezcle a mano, asegurándose de raspar los lados y el fondo del recipiente de mezcla varias veces.
Utilice la 'Técnica de doble mezcla y vertido' : vierta la mezcla en un recipiente para mezclar nuevo y limpio. Mezcle y luego mezcle a mano nuevamente durante otros 3 minutos, raspando los lados y el fondo del recipiente.
Después de mezclar las partes A y B, se recomienda la desgasificación al vacío para eliminar el aire atrapado en el caucho líquido. Su bomba de vacío debe extraer un mínimo de 29 pulgadas de mercurio (o 1 bar/100 KPa). Deje suficiente espacio en el contenedor para la expansión del material. Aspirar el material hasta que suba, se rompa y baje. Aspire durante 1 minuto después de que caiga el material. Una técnica de fundición a presión que utiliza una cámara de presión puede producir caucho totalmente libre de burbujas. Póngase en contacto con Smooth-On o su distribuidor para obtener más información sobre la desgasificación al vacío o la fundición a presión.
Vertido : para obtener mejores resultados, vierta la mezcla en un solo lugar en el punto más bajo del campo de contención. Deje que la goma busque su nivel hacia arriba y sobre el modelo. Un flujo uniforme ayudará a minimizar el aire atrapado. La goma líquida debe nivelarse al menos 1/2” (1,3 cm) sobre el punto más alto de la superficie del modelo.
Curado : deje que el caucho se cure durante la noche (al menos 24 horas) a temperatura ambiente (73 °F/23 °C) antes de desmoldar. El tiempo de curado se puede reducir con calor suave o agregando el acelerador de curado Smooth-On Kick-It™ . No cure el caucho donde la temperatura sea inferior a 65 °F/18 °C.
Postcurado : después de que el caucho se haya curado a temperatura ambiente, calentar el caucho a 150 °F (65 °C) durante 4 a 8 horas aumentará las propiedades físicas y el rendimiento.
Uso del molde : si se utiliza como material de molde, se debe aplicar un agente desmoldante al molde antes de cada fundición. El tipo de agente desmoldante a utilizar depende del material que se va a fundir. El agente desmoldante adecuado para cera, caucho líquido o materiales termoestables (es decir, plásticos líquidos Smooth-On) es un desmoldante en aerosol elaborado específicamente para la fabricación de moldes (disponible en Smooth-On o su distribuidor). Antes de vaciar materiales de yeso, pase una esponja por el molde con una solución jabonosa para mejorar el flujo del yeso y facilitar su liberación. El concentrado de liberación a base de agua Aquacon™ (disponible en Smooth-On) se recomienda para liberar materiales abrasivos como el concreto.
Rendimiento y almacenamiento : el caucho completamente curado es resistente, duradero y funcionará si se usa y almacena adecuadamente. La vida física de la goma depende de cómo la uses.



 Leave a Review on Google
Leave a Review on Google
- Al seleccionar una opción, se actualiza toda la página.
- Se abre en una nueva ventana.