
")
| Article number: | 66C385B |
| Availability: | In stock (2) |
Smooth-Cast™ 385 is a mineral filled urethane casting resin that is very hard and durable. When Parts A and B are mixed in proper proportion (1A:5B by weight), Smooth-Cast™ 385 cures at room temperature with virtually no shrinkage. This rigid urethane casting resin has high compressive and flexural strength. Fully cured castings are tough, machinable and paintable.
Color effects are possible by adding pigment dispersions. They resist moisture and mild solvents. Smooth-Cast™ 385 is ideal for making industrial production parts, foundry patterns, vacuum forming molds, and some ceramic applications
Instructions
Preparation - Store and use at room temperature (73°F/23°C). These products have a limited shelf life and should be used as soon as possible. Environmental humidity should be as low as possible. Good room size ventilation is essential. Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk.
Applying A Release Agent - A release agent is necessary to facilitate demolding when spraying into or over most surfaces. Use a release agent made specifically for mold making (Universal™ Mold Release) available from Smooth-On or your Smooth-On distributor). A liberal coat of release agent should be applied onto all surfaces that will contact the plastic.
IMPORTANT: Apply release agent to all surfaces that will contact the rubber. To ensure thorough coverage, lightly brush the release agent with a soft brush over all surfaces of the model. Follow with a light mist coating and let the release agent dry for 15 minutes.
Because no two applications are quite the same, a small test application to determine suitability for your project is recommended if performance of this material is in question.
Mixing - PRE-MIX PART-B BEFORE YOU BEGIN. After pre-mixing Part-B, dispense required amounts of Parts A and B into mixing container and mix thoroughly. Stir slowly and deliberately, making sure that you scrape the sides and bottom of the mixing container several times. If vacuum vegassing, Your vacuum pump must pull a minimum of 29 inches of mercury (or 1 Bar / 100 KPa). Leave enough room in container for material expansion. Vacuum material until it rises, breaks and falls. Vacuum for 1 minute after material falls.
IMPORTANT: Shelf life of product is reduced after opening. Remaining product should be used as soon as possible. Immediately replacing the lids on both containers after dispensing product will help prolong the shelf life of the unused product. XTEND-IT™ Dry Gas Blanket (available from Smooth-On) will significantly prolong the shelf life of unused liquid urethane products.
Pouring - For best results, pour your mixture in a single spot at the lowest point of the containment field and let the mixture seek its level. This will help minimize air entrapment.
Curing - Important: Use this product with at least room size ventilation or in proximity to a forced outlet air vent and do not inhale/breath fumes. Fumes, which may be visible with a significant mass concentration, will quickly dissipate with adequate ventilation. Castings with significant mass may be hot to the touch and irritate skin immediately following cure. Let casting cool to room temperature before handling.
Demold time of the finished casting depends on mass and mold configuration. Low mass or thin-walled castings will take longer to cure than castings with higher mass concentration.
If making rotational or hollow castings, backfilling with a rigid foam (Foam-iT! 5 or other) will provide lightweight reinforcement. Foam backfilling is recommended if castings will be subjected to temperatures above 85°F / 30°C.
Post Curing - Although not necessary, post curing will increase physical properties and material performance. If using SC 385 as a vacuum form mold, post curing is recommended. After curing at room temperature, expose material in the mold to 150°F/65°C for 4 – 6 hours. Let cool to room temperature before use.
Performance - Cured castings of SC 385 are very hard and durable. They resist moisture, moderate heat, solvents, dilute acids and can be machined, primed/ painted or bonded to other surfaces (any release agent must be removed). If machining castings, wear dust mask or other apparatus to prevent inhalation of residual particles.
Castings can be displayed outdoors after priming and painting. Unpainted castings will darken after being exposed to UV light. Because no two applications are the same, a small test application to determine suitability is recommended if performance of this material is in question.
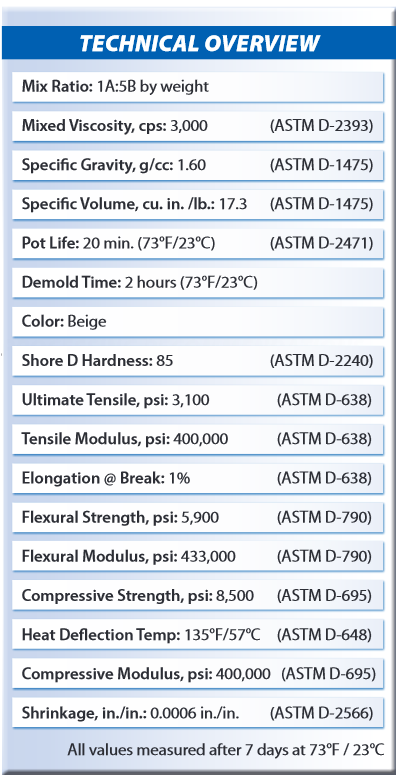
| Mix Ratio: | 1A:5B by weight |
| Mixed Viscosity (ASTM D-2393): | cps; 3000 |
| Specific Gravity (ASTM D-1475): | g/cc; 1.60 |
| Specific Volume (ASTM D-1475): | cu. in./lb.; 17.3 |
| Pot Life @ 73° F / 23°C (ASTM D-2471): | 20 Minutes |
| Cure Time ** @ 73° F / 23°C: | 2 Hours **Mass Dependent |
| Color: | Beige |
| Shore D Hardness (ASTM D-2240): | 85 |
| Ultimate Tensile (ASTM D-638): | 3,100 psi |
| Tensile Modulus (ASTM D-638): | 400,000 psi |
| Elongation at Break % (ASTM D-638): | 1% |
| Flexural Strength (ASTM D-790): | 5,900 psi |
| Flexural Modulus (ASTM D-790): | 433,000 psi |
| Compressive Strength (ASTM D-695): | 8,500 psi |
| Heat Deflection Temp (ASTM D-648): | 135°F/57°C |
| Compressive Modulus (ASTM D-695): | 400,000 psi |
| Shrinkage in./in. (ASTM D-2566): | 0.0006 in./in. |
| All values measured after 7 days at 73°F/23°C: |